Programuojamas loginis valdiklis (PLC): veikimas, tipai ir programos
Programuojamas loginis valdiklis (PLC) yra tai, ką naudojate mašinoms ir pramoniniams procesams patikimai ir kontroliuojamai automatizuoti.Šiame straipsnyje sužinosite, kas yra PLC, kaip jis veikia per nuskaitymo ciklą ir kaip kartu veikia pagrindiniai aparatinės įrangos komponentai.Taip pat pamatysite skirtingus PLC tipus, įprastas programavimo kalbas ir tai, kaip įvesties ir išvesties įrenginiai jungia valdiklį prie įrangos.Pabaigoje aiškiai suprasite, kur naudojami PLC ir kodėl jie svarbūs automatizavimo sistemose.Katalogas

1 pav. Programuojamas loginis valdiklis (PLC)
Kas yra programuojamas loginis valdiklis?
Programuojamas loginis valdiklis (PLC) yra tvirtas pramoninis valdymo įrenginys, naudojamas mašinoms ir procesams automatizuoti.Jis sukurtas patikimai valdyti valdymo užduotis aplinkoje, kurioje yra elektrinis triukšmas, vibracija ir temperatūros pokyčiai.PLC yra plačiai naudojami, nes jie užtikrina stabilų, pakartojamą valdymą naudojant programinę įrangą, o ne laidines reles.Jie leidžia modifikuoti arba išplėsti automatikos sistemas neperjungiant visų skydų.Pramoninėje automatizacijoje PLC yra centrinis sprendimų priėmimo vienetas, koordinuojantis įvestis ir išėjimus pagal iš anksto nustatytą logiką.
Kaip veikia PLC?
2 pav. PLC veikimo ciklas
PLC veikia pakartotinai vykdydamas paprastą ir nuspėjamą veikimo ciklą, vadinamą nuskaitymo ciklu.Kaip parodyta paveikslėlyje, procesas prasideda įvesties nuskaitymu, kai PLC nuskaito esamą prijungtų signalų būseną.Toliau valdiklis atlieka programos vykdymą, taikydamas saugomą logiką įvesties būsenoms.Įvertinus logiką, PLC atlieka išėjimo atnaujinimą, atitinkamai pakeisdamas išvesties signalus.Ši seka nuolat veikia kilpa, leidžianti PLC greitai reaguoti į pokyčius.Paveikslėlyje parodytas uždaras skaitymo, apdorojimo ir atnaujinimo ciklas.Šis ciklais pagrįstas veikimas užtikrina stabilų ir laiko valdymą pramoninės automatikos sistemose.
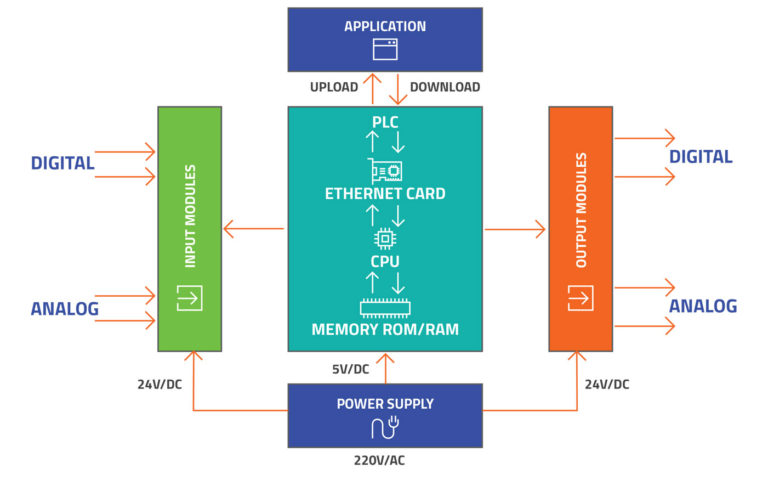
PLC sistemos komponentai
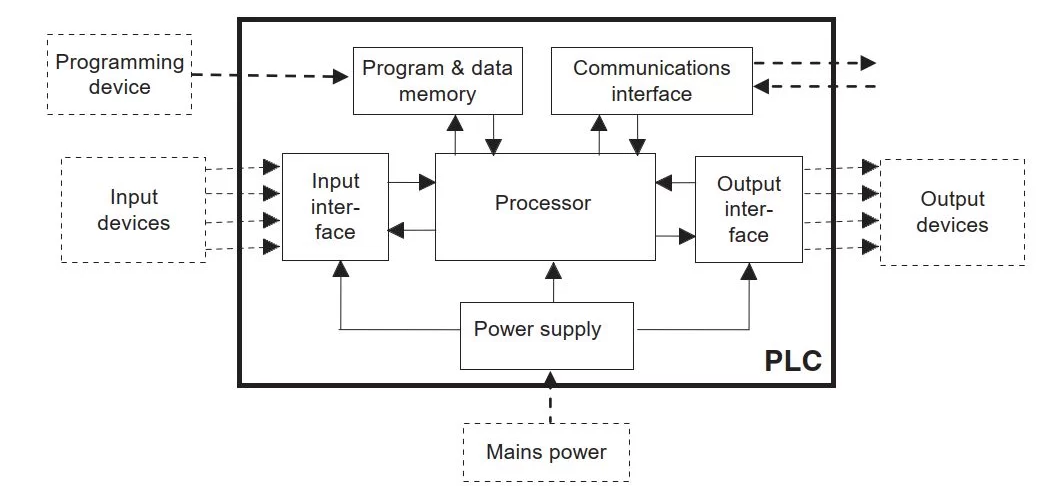
3 pav. Pagrindiniai PLC sistemos komponentai
• CPU (centrinis procesorius)
CPU yra PLC šerdis ir yra atsakingas už valdymo instrukcijų apdorojimą.Jis valdo loginį vykdymą, vidinį koordinavimą ir bendrą valdiklio veikimą.CPU užtikrina nuoseklų ir deterministinį elgesį atliekant automatizavimo užduotis.
• Maitinimo šaltinis
Maitinimo šaltinis paverčia gaunamą elektros energiją į reguliuojamą įtampą, reikalingą PLC.Jis užtikrina stabilų visų vidinių modulių maitinimą ir apsaugo sistemą nuo įtampos svyravimų.Patikimas energijos tiekimas yra būtinas nuolatiniam darbui.
• Įvesties moduliai
Įvesties moduliai priima signalus iš išorinių įrenginių ir konvertuoja juos į formą, kurią gali atpažinti PLC.Jie užtikrina elektros izoliaciją ir signalo kondicionavimą, kad apsaugotų vidines grandines.Šie moduliai veikia kaip sąsaja tarp fizinio proceso ir valdiklio.
• Išvesties moduliai
Išvesties moduliai siunčia valdymo signalus iš PLC į išorinius įrenginius.Jie paverčia vidinės kontrolės sprendimus elektriniais signalais, tinkamais lauko įrangai.Tinkamas išvesties valdymas užtikrina tikslius ir saugius valdymo veiksmus.
• Atmintis (programa ir duomenys)
PLC atmintyje saugomos valdymo programos ir sistemos duomenys, reikalingi darbui.Vykdymo metu jis išsaugo konfigūracijos informaciją ir veikimo reikšmes.Atmintis užtikrina, kad PLC gali nuosekliai vykdyti logiką per ciklus.
• Ryšio sąsajos
Ryšio sąsajos leidžia PLC keistis duomenimis su išorinėmis sistemomis.Jie palaiko integraciją su kitais valdikliais, stebėjimo sistemomis ir programavimo įrenginiais.Šios sąsajos įgalina koordinuotą automatizavimą didesnėse sistemose.
PLC tipai
Kompaktiški PLC

4 pav. Kompaktiškas PLC
Kompaktiškas PLC yra savarankiškas valdiklis su fiksuotais įėjimais, išėjimais ir apdorojimo funkcijomis viename įrenginyje.Jis skirtas mažoms automatizavimo užduotims, kai vietos ir kainos yra ribotos.Paveikslėlyje parodyta, kaip visos valdymo funkcijos yra integruotos į vieną korpusą.Kompaktiškus PLC lengva montuoti ir jiems reikia minimalių laidų.Jie dažniausiai naudojami paprastuose valdymo skyduose ir atskirose mašinose.Dėl fiksuoto dizaino jie tinka naudoti su stabiliais ir aiškiai apibrėžtais reikalavimais.Kompaktiški PLC užtikrina patikimą valdymą, nereikia išplėsti sistemos.
Moduliniai PLC
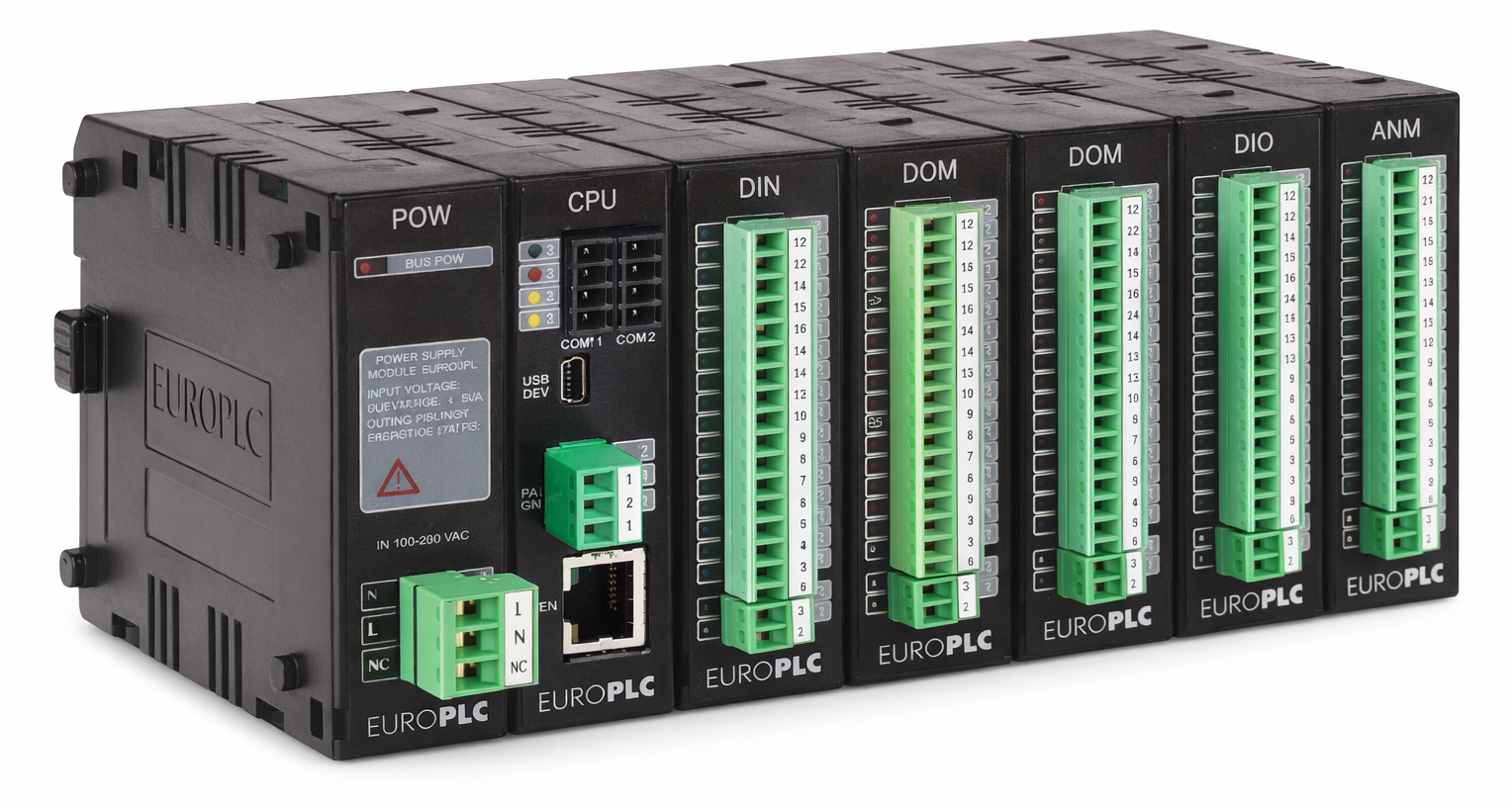
5 pav. Modulinis PLC
Modulinis PLC susideda iš atskirų modulių, prijungtų prie centrinio valdiklio.Kiekvienas modulis atlieka tam tikrą funkciją, pvz., apdorojimą arba signalų apdorojimą.Paveikslėlyje parodyta, kaip moduliai yra išdėstyti vienas šalia kito, kad būtų sudaryta visa sistema.Moduliniai PLC leidžia pridėti arba pašalinti modulius keičiantis sistemos reikalavimams.Dėl šio lankstumo jie tinka vidutinėms ir didelėms automatizavimo sistemoms.Išplėtimas gali būti atliktas nekeičiant viso valdiklio.Moduliniai PLC palaiko keičiamus ir pritaikomus valdymo sprendimus.
Ant stovo montuojami PLC

6 pav. Ant stovo montuojamas PLC
Ant stovo montuojamas PLC yra didelės talpos valdiklis, skirtas didelėms valdymo sistemoms.Jis naudoja tam skirtą stovą, kad būtų galima laikyti kelis funkcinius modulius organizuotoje struktūroje.Paveiksle pavaizduoti moduliai, sumontuoti bendroje galinėje stelažo plokštėje.Ant stovo montuojami PLC palaiko daug signalų ir sudėtingų konfigūracijų.Jie skirti sistemoms, kurioms reikalingas didelis patikimumas ir ilgalaikis veikimas.Ši konstrukcija leidžia lengvai prižiūrėti ir pakeisti modulį.Ant stovo montuojami PLC tinka reiklioms automatizavimo aplinkoms.
Saugos PLC

7 pav. Saugos PLC
Saugos PLC yra specializuotas valdiklis, skirtas su sauga susijusioms valdymo funkcijoms valdyti.Jis veikia atskirai nuo standartinės valdymo logikos, kad užtikrintų patikimą saugumą.Paveikslėlyje paryškinti specialūs saugos moduliai ir jungtys, naudojamos apsaugos užduotims atlikti.Saugos PLC stebi signalus ir palaiko saugias sistemos būsenas, kai atsiranda neįprastų sąlygų.Jie sukurti su pertekliaus ir gedimų aptikimo funkcijomis.Saugos PLC užtikrina kontroliuojamą ir nuspėjamą atsaką saugai svarbiose sistemose.
PLC programavimo kalbos
Kopėčių logika (LD)
Ladder Logic (LD) yra grafinė PLC programavimo kalba, sukurta pagal tradicines relės valdymo grandines.Tai rodo valdymo logiką, naudojant laiptelius, išdėstytus tarp dviejų vertikalių bėgių, panašiai kaip elektrinių kopėčių diagramos.Kontaktai ir ritės naudojami loginėms sąlygoms ir veiksmams vaizdiniu būdu išreikšti.Dėl šios struktūros valdymo ryšius lengva atpažinti ir sekti.Kopėčių logika aiškiai parodo, kaip loginės sąlygos derinamos, kad būtų priimti valdymo sprendimai.Dėl pažįstamo išdėstymo jį lengva skaityti net pradedantiesiems.LD plačiai naudojamas kuriant aiškią ir prižiūrimą PLC valdymo logiką.
Funkcijų bloko schema (FBD)
Funkcijų blokų diagrama (FBD) yra blokų pagrindu sukurta PLC programavimo kalba, naudojama valdymo funkcijoms vizualiai pavaizduoti.Jis organizuoja valdymo logiką į funkcinius blokus, sujungtus signalinėmis linijomis.Kiekvienas blokas atlieka tam tikrą operaciją, pvz., loginį apdorojimą, palyginimą ar signalo manipuliavimą.Jungtys tarp blokų parodo, kaip duomenys teka per valdymo logiką.Ši vizualinė struktūra padeda supaprastinti sudėtingus valdymo ryšius.FBD puikiai tinka loginėms ir nuolatinėms valdymo funkcijoms atvaizduoti.Tai yra aiškus ir struktūrizuotas būdas kurti PLC programas.
Struktūrinis tekstas (ST)
Struktūrinis tekstas (ST) yra aukšto lygio teksto pagrindu sukurta PLC programavimo kalba.Jame aprašoma valdymo logika naudojant skaitomus sakinius, išdėstytus struktūriniu formatu.Šis metodas leidžia aiškiai išreikšti sudėtingas sąlygas ir skaičiavimus.Struktūrinis tekstas yra naudingas, kai valdymo logika reikalauja tikslių matematinių ar loginių išraiškų.Rašytinis formatas padeda organizuoti logiką švaria ir logiška tvarka.Jis dažniausiai naudojamas pažangiose ir duomenimis valdomose valdymo programose.
Instrukcijų sąrašas (IL)
Instrukcijų sąrašas (IL) yra žemo lygio PLC programavimo kalba, pagrįsta trumpomis tekstinėmis komandomis.Tai reiškia valdymo logiką kaip instrukcijų seką, vykdomą nustatyta tvarka.Kiekviena instrukcija atlieka konkrečią valdymo duomenų operaciją.Šis formatas yra kompaktiškas ir glaudžiai suderintas su tuo, kaip valdymo instrukcijos apdorojamos viduje.IL suteikia tiesioginį ir struktūrizuotą būdą išreikšti pagrindinę valdymo logiką.Tai padeda iliustruoti atskirų valdymo operacijų eigą.Instrukcijų sąrašuose pagrindinis dėmesys skiriamas glaustam ir tvarkingam loginiam vaizdavimui.
Nuosekliųjų funkcijų diagrama (SFC)
Sequential Function Chart (SFC) yra PLC programavimo kalba, naudojama valdymo logikai suskirstyti į nuoseklius veiksmus.Jis vaizduoja procesus kaip apibrėžtų etapų, sujungtų perėjimais, seriją.Kiekvienas žingsnis apibrėžia konkrečią veikimo būseną valdymo sekoje.Perėjimai rodo sąlygas, kurių reikia norint pereiti nuo vieno žingsnio prie kito.Ši struktūra leidžia lengvai suprasti visą proceso eigą.SFC idealiai tinka organizuoti kelių žingsnių valdymo sekas.Tai padeda supaprastinti sudėtingos proceso valdymo logikos struktūrą.
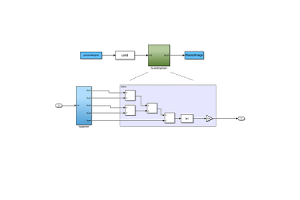
PLC įvesties ir išvesties įrenginiai
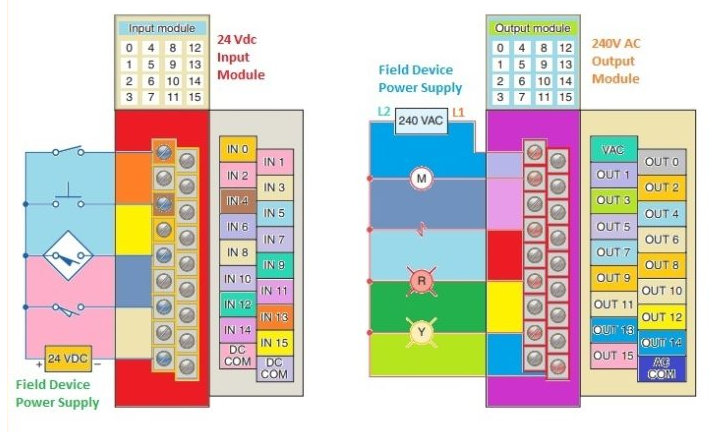
8 pav. PLC įvesties ir išvesties įrenginiai
PLC įvesties ir išvesties įrenginiai yra išoriniai komponentai, jungiantys valdiklį prie fizinio proceso.Įvesties įrenginiai siunčia signalus iš lauko į PLC, o išvesties įrenginiai priima valdymo signalus iš PLC.Kaip parodyta paveikslėlyje, įvesties įrenginiuose yra jutiklių ir jungiklių, kurie nustato fizines sąlygas.Išvesties įrenginius sudaro pavaros, indikatoriai ir varikliai, kurie atlieka veiksmus.Diagrama parodo, kaip lauko signalai nukreipiami tarp įrenginių ir valdiklio.Ši sąveika leidžia PLC stebėti ir daryti įtaką procesui.Įvesties ir išvesties įrenginiai sudaro ryšio tarp automatikos logikos ir įrangos ryšį.
PLC naudojimo pranašumai
PLC siūlo keletą pagrindinių privalumų, todėl jie idealiai tinka pramoninei automatizacijai.
• Didelis patikimumas ir stabilus veikimas atšiaurioje aplinkoje
• Lanksti valdymo logika, kurią galima modifikuoti naudojant programinę įrangą
• Sumažintas laidų skaičius, palyginti su relinėmis valdymo sistemomis
• Greitesnis trikčių šalinimas naudojant diagnostikos funkcijas
• Lengvas mastelio keitimas, kad būtų palaikoma sistemos plėtra
PLC taikymas
1. Gamybos ir surinkimo linijos
PLC valdo konvejerius, mašinas ir automatizuotas darbo vietas.Jie užtikrina sinchronizuotą veikimą ir nuoseklią gamybos produkciją.Jų patikimumas palaiko nuolatinius gamybos procesus.
2. Proceso pramonė
Proceso įmonėse PLC valdo tokius kintamuosius kaip lygis, srautas ir temperatūra.Jie padeda išlaikyti stabilias darbo sąlygas.Ši kontrolė pagerina produkto nuoseklumą ir proceso saugumą.
3. Pastatų automatizavimo sistemos
PLC naudojami apšvietimo, vėdinimo ir prieigos sistemoms valdyti.Jie leidžia centralizuotai stebėti pastato veiklą.Tai pagerina energijos vartojimo efektyvumą ir sistemos koordinavimą.
4. Maitinimo ir komunalinės sistemos
PLC stebi ir valdo elektros ir komunalinę įrangą.Jie palaiko patikimą pastočių ir valymo įrenginių darbą.Greitas jų atsakas pagerina sistemos stabilumą.
5. Transportas ir infrastruktūra
PLC valdo signalizacijos, stebėjimo ir pagalbines sistemas.Jie padeda užtikrinti saugų ir nuspėjamą veikimą.Tai palaiko didelio masto infrastruktūros patikimumą.
PLC vs SCADA vs DCS
|
Parametras |
PLC |
SCADA |
DCS |
|
Pagrindinis vaidmuo |
Tiesioginis valdymas |
Stebėjimas ir priežiūra |
Paskirstytas proceso valdymas |
|
Sistemos lygis |
Lauko lygis |
Priežiūros lygis |
Proceso lygis |
|
Kontrolės vykdymas |
Taip |
Nr |
Taip
|
|
Sistemos architektūra |
Centralizuotas |
Centralizuotas stebėjimas |
Paskirstyta |
|
Tipinė valdymo sritis |
Mašina arba ląstelė |
Visas augalo vaizdas |
Proceso vienetai |
|
Duomenų tvarkymas |
Valdymo duomenys |
Didelės apimties duomenys |
Valdymas ir duomenys |
|
Vartotojo sąsaja |
Minimalus |
Grafinis HMI |
Integruotas HMI |
|
Sistemos sudėtingumas |
Žemas ar vidutinis |
Vidutinis |
Aukštas |
|
Priklausomybė nuo tinklo |
Žemas |
Aukštas |
Aukštas |
|
Atleidimo iš darbo palaikymas |
Ribotas |
Programinės įrangos pagrindu |
Įmontuotas |
|
Išplėtimo metodas |
Modulinis I/O |
Programinės įrangos mastelio keitimas |
Paskirstyti mazgai |
|
Konfigūracijos fokusavimas |
Loginis valdymas |
Vizualizacija |
Proceso koordinavimas |
|
Priežiūros dėmesys |
Aparatinės įrangos logika |
Programinė įranga ir duomenys |
Sistemos mastu |
|
Integravimo vaidmuo |
Valdymo mazgas |
Priežiūros sluoksnis |
Pagrindinė valdymo sistema |
Išvada
PLC veikia nuolat skaitydami įvestis, apdorodami logiką ir atnaujindami išvestis, kad mašinos būtų valdomos tiksliai ir nuosekliai.Jų aparatinės įrangos struktūra, lankstūs valdiklių tipai ir standartizuotos programavimo kalbos leidžia kurti sistemas tiek mažoms, tiek didelėms automatizavimo užduotims.Sujungdami jutiklius ir pavaras su valdymo logika, PLC suteikia tiesioginį procesų valdymą.Jų patikimumas, lankstumas ir platus naudojimas įvairiose pramonės šakose daro juos pagrindine pramonės automatizavimo technologija.
Apie mus
ALLELCO LIMITED
Skaityti daugiau
Greitas užklausa
Prašau atsiųsti užklausą, mes nedelsdami atsakysime.
Dažnai užduodami klausimai [FAQ]
1. Kuo skiriasi PLC ir relės valdymo sistema?
PLC pakeičia laidines reles programinės įrangos logika, leidžiančią keisti valdymo elgseną neperjungiant laidų, o sistemas lengviau plėsti ir prižiūrėti.
2. Kaip pasirinkti tinkamą PLC programai?
PLC pasirenkate pagal reikalingą I/O skaičių, apdorojimo greitį, išplėtimo poreikius, ryšio protokolus ir valdymo užduoties sudėtingumą.
3. Ar PLC gali veikti nuolat be sustojimo?
Taip, PLC yra sukurti nuolatiniam darbui 24 valandas per parą, 7 dienas per savaitę ir gali veikti ilgus metus su minimaliomis prastovomis pramoninėje aplinkoje.
4. Ar sunku pašalinti PLC triktis?
PLC trikčių šalinimas yra lengviau nei relių sistemos, nes galite stebėti įvestis, išėjimus ir loginę būseną tiesiogiai naudodami programinės įrangos diagnostiką.
5. Ar vienas PLC gali valdyti kelias mašinas?
Taip, vienas PLC gali valdyti kelias mašinas, jei tik turi pakankamai apdorojimo pajėgumų ir įvesties/išvesties kanalų.

Gunn Diode paaiškinimas: veikimo principas, konstrukcija, režimai ir pritaikymas
2026/02/2

Variklio paleidimo kondensatoriai, skirti vienfaziams varikliams
2026/01/30
Populiarūs įrašai
-

Sudėtingos instrukcijos Nustatykite kompiuterius: kaip jie pakeitė skaičiavimą?
8000/04/18 147764
-

USB-C PINOUT ir funkcijos
2000/04/18 111987
-
„Xilinx Unified“ modeliavimo primityvų naudojimas: išsamus FPGA projektavimo ir modeliavimo vadovas
1600/04/18 111351
-
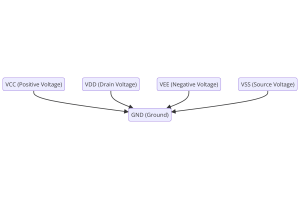
Maitinimo įtampa elektronikoje: VCC, VDD, VEE, VSS ir GND reikšmė
0400/04/18 83751
-

„RJ45“ jungties vadovas: „Pmout“, laidų, laidų tipai ir naudojimas
1970/01/1 79544
-

Pagrindinis vielos spalvų kodų vadovas šiuolaikinėse elektrinėse sistemose
Tai, kaip mūsų elektros sistemos naudoja spalvas, nėra tik išvaizdos.Kiekviena vielos spalva dabar rodo konkrečią funkciją, todėl montavimo ir priežiūros metu lengviau nustatyti ir tvarkyti elektro...1970/01/1 66949
-

Išvalymo vožtuvo vadovas: funkcija, simptomai, testavimas ir pakeitimas, kad būtų galima optimaliai atlikti variklio veikimą
Išvalymo vožtuvas yra pagrindinė automobilio sistemos dalis, padedanti išlaikyti orą švarų, valdant degalų garus, kol jie gali ištrūkti į atmosferą.Tai ne tik padeda aplinkai sumažinti taršą, bet i...1970/01/1 63093
-

Kokybės (Q) faktorius: lygtys ir programos
Kokybės koeficientas, arba „Q“, yra svarbus tikrinant, kaip gerai induktoriai ir rezonatoriai veikia elektroninėse sistemose, kuriose naudojami radijo dažniai (RF).„Q“ matuoja, kaip gerai grandinė ...1970/01/1 63028
-
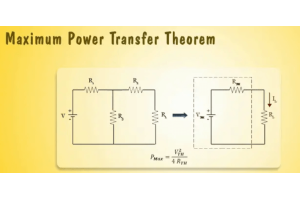
Pasiekti maksimalų našumą naudojant maksimalios galios perdavimo teoremą
Maksimalios galios perdavimo teorema paaiškina, kaip energija iš šaltinio, pavyzdžiui, akumuliatorius ar generatorius, teka į prijungtą apkrovą.Tai parodo tikslią sąlygą, kai apkrova gauna daugiaus...1970/01/1 54092
-

A23 akumuliatoriaus specifikacijos ir suderinamumas
„A23“ baterija yra maža, cilindro formos akumuliatorius, turintis aukštą įtampą.Taip pat vadinamas 23A, 23AE arba MN21, jis veikia esant 12 voltų ir daug aukštesnis nei AA ar AAA baterijos...1970/01/1 52172
Karštos dalies numeris
-

IRF530STRRPBF
Vishay Siliconix
MOSFET N-CH 100V 14A TO263
SN74AUP2G32YFPR
Texas Instruments
IC GATE OR 2CH 2-INP 8DSBGA
12061A102KAT7A
KYOCERA AVX
CAP CER 1000PF 100V C0G/NP0 1206
LTC1232CS8#TRPBF
Analog Devices Inc.
IC SUPERVISOR 1 CHANNEL 8SOIC
UCC3884D
Texas Instruments
IC REG CTRLR MULT TOP 16SOIC
CC0603GRNPO0BN151
YAGEO
CAP CER 150PF 100V C0G/NPO 0603
BM6101FV-CE2
Rohm Semiconductor
DGTL ISO 2.5KV GATE DRVR 20SSOP
STM6824RWY6F
STMicroelectronics
IC SUPERVISOR 1 CHANNEL SOT23-5
C2012C0G2W331J060AA
TDK Corporation
CAP CER 330PF 450V C0G 0805
SI3481DV-T1-E3
Vishay Siliconix
MOSFET P-CH 30V 4A 6TSOP
BA6247FP-YE2
Rohm Semiconductor
IC MOTOR DRIVER 8V-18V 25HSOP
ADG918BCPZ-REEL7
Analog Devices Inc.
IC RF SWITCH SPDT 2GHZ 8LFCSP
PTN3460BS/F6Y
NXP USA Inc.
IC INTFACE SPECIALIZED 56HVQFN
GRM1887U2A8R3DZ01D
Murata Electronics
CAP CER 8.3PF 100V U2J 0603
ATMEGA325PA-AUR
Microchip Technology
IC MCU 8BIT 32KB FLASH 64TQFP
USBN9604-28MX
Texas Instruments
BUS CONTROLLER, PDSO28
MAX17040G+T
Analog Devices Inc./Maxim Integrated
IC BATT MON LI-ION 1CELL 8TDFN
DN3545N3-G
Microchip Technology
MOSFET N-CH 450V 136MA TO92 -

SFU9220TU
Fairchild Semiconductor
P-CHANNEL POWER MOSFET
SN7002W L6327
Infineon Technologies
MOSFET N-CH 60V 230MA SOT323-3
LMH6643MMX
Texas Instruments
IC OPAMP VFB 2 CIRCUIT 8VSSOP
1210GC102KAT2A
KYOCERA AVX
CAP CER 1000PF 2KV X7R 1210
AD5304ARMZ-REEL7
Analog Devices Inc.
IC DAC 8BIT V-OUT 10MSOP
AQV224NS
Panasonic Electric Works
SSR RELAY SPST-NO 40MA 0-400V
DSC5002S0L
Panasonic Electronic Components
TRANS NPN 50V 0.5A SMINI3
ICS9LPR363DGLFT
Renesas Electronics America Inc
IC PC MAIN CLOCK CK505 64-TSSOP
5KP7.5A
Diotec Semiconductor
TVS D8X7.5 7.5V 5000W UNI
NTD3055L170T4G
onsemi
MOSFET N-CH 60V 9A DPAK
VI-25W-CV
Vicor Corporation
DC DC CONVERTER 5.5V 150W
SRR0906-822YL
Bourns Inc.
FIXED IND 8.2MH 80MA 31 OHM SMD
STW65N65DM2AG
STMicroelectronics
MOSFET N-CH 650V 60A TO247
2N5116
Microchip Technology
JFET P-CH 30V TO18
DF13-8P-1.25H(21)
Hirose Electric Co Ltd
CONN HEADER SMD R/A 8POS 1.25MM
C0603X5R1A224K030BB
TDK Corporation
CAP CER 0.22UF 10V X5R 0201
HAT2172H-EL-E
Renesas Electronics America Inc
MOSFET N-CH 40V 30A LFPAK
ADS8671IPWR
Texas Instruments
IC ADC 14BIT SAR 16TSSOP -
2225AC103MAT1A
KYOCERA AVX
CAP CER 10000PF 1KV X7R 2225
PEF66016EV2.1-G
Lantiq
GEMINAX D16 XXS 16 CHANNEL ADSL2
MC74HC1G08DFT1G
onsemi
IC GATE AND 1CH 2-INP SC88A
MPS5179RLRAG
onsemi
RF TRANS NPN 12V 2GHZ TO92-3
DS1007S-2
Analog Devices Inc./Maxim Integrated
IC DELAY LINE PROG 16SOIC
BA50DD0T
Rohm Semiconductor
IC REG LINEAR 5V 2A TO220FP
PS2561L2-1-V-A
CEL
OPTOISOLATOR 5KV TRANS 4SMD
HCPL-4200
Broadcom Limited
OPTOISO 3.75KV RECEIVER 8DIP
SI7413DN-T1-E3
Vishay Siliconix
MOSFET P-CH 20V 8.4A PPAK1212-8
NTZD3155CT2G
onsemi
MOSFET N/P-CH 20V SOT-563
MC908KX8CPE
NXP USA Inc.
IC MCU 8BIT 8KB FLASH 16DIP
06031C182KAT2A
AVX Corporation
CAP CER 1800PF 100V X7R 0603
74VCX162839MTDX
onsemi
IC REGISTER BUFFER 56-TSSOP
MAX2510EEI
Analog Devices Inc./Maxim Integrated
IC RF TXRX ISM<1GHZ 28SSOP
RCLAMP3521P.TNT
Semtech Corporation
TVS DIODE 3.5VWM 13VC SLP1006P2
EPM7512AEQC208-10
Intel
IC CPLD 512MC 10NS 208QFP
TRSF3243EIRHBR
Texas Instruments
MULTICHANNEL RS-232 COMPATIBLE L
IRFR3704
Infineon Technologies
MOSFET N-CH 20V 75A DPAK